浸軋線上的連續退漿:影響結果的維護問題
連續退漿常被視為化學問題來討論。但在工廠現場,它同樣經常是維護問題。
只有當浸軋線能提供受控的帶液率、穩定的布面行進、可靠的溫度暴露,以及乾淨的水洗去除時,退漿酵素才能穩定發揮效果。若機台狀態逐漸偏移,酵素在不同班別所面對的製程條件就會不同。結果可能表現為局部潤濕不均、殘漿拖累、染色色差風險、手感偏硬,以及不必要的重工。
對於正在評估供布廠使用的紡織退漿酵素供應商之前處理主管而言,正確的問題不只是「這支酵素能不能去除澱粉?」也應該包括「這套方案在真實浸軋線條件下能否保持穩定?」
SelvageBridge 為棉織物工廠提供退漿指引,重點放在操作窗口、維護紀律與下游製程準備度。
維護從哪些地方開始影響退漿
在連續浸軋線中,細微的機械變化可能造成明顯的布面結果差異。常見的失效模式通常不是突發性的重大故障,而是控制能力逐步流失。
典型跡象包括:
- 布幅方向潤濕不均
- 退漿後吸水性波動
- 折痕或類似繩狀張力歷史的痕跡
- 進入精練時手感不一致
- 布邊附近局部殘留澱粉漿
- 染色修正工作增加
- 操作人員增加化學品添加量,以補償機械狀態偏移
當浸軋線不穩定時,額外增加酵素用量或許能暫時掩蓋問題,但無法修正給液不均、停留控制不良或水洗不足。
浸軋線維護的關鍵檢查點
1. 浸軋機軋點狀態與壓力平衡
浸軋機是第一個控制點。軋輥包覆層磨耗、軋點壓力不均或輥筒對位不良,都可能使帶液率在左右兩側產生差異。
請留意:
- 布邊到中央的潤濕差異
- 與輥筒旋轉同步出現的重複條帶
- 高線速下打滑
- 操作人員頻繁調整擠壓壓力以追帶液率
退漿方案應在符合現場實際帶液行為的條件下驗證,但浸軋線仍需要穩定的軋點。若軋點不一致,酵素分布也不會一致。
2. 飽和槽中的浴液比例管理
連續系統仰賴穩定的浴液濃度。補水波動、槽位控制不佳,以及補液不規律,都可能稀釋工作浴或使污染物濃縮。
維護與操作團隊應檢視:
- 線速變化時的槽位反應
- 攪拌效果
- 飽和槽與供液管線的清潔度
- 前段製程帶入物
- 新鮮浴液的調配順序
受控的浴液環境有助於讓酵素維持在其工作窗口內,並支持從一批布軸到下一批布軸的退漿再現性。
3. 布面追蹤與幅寬控制
棉布若發生跑偏、皺摺或張力不穩,便無法均勻潤濕。當導布輥、展幅器或邊位感測器未妥善維護時,布邊區域尤其容易受影響。
請檢查:
- 進入浸軋機前的布邊捲曲
- 入口導布處的折痕
- 弓緯與斜緯控制不佳
- 布面在傳動輥周邊停滯或遲滯
- 蒸汽或停留區段接觸不均
良好的酵素化學無法修正機械造成的布面變形。穩定的布面行進能同時保護退漿效率與最終布料手感。
4. 溫度窗口可靠性
酵素退漿仰賴在浸軋浴與停留區維持適當的溫度範圍。蒸汽疏水閥問題、冷凝水累積、熱交換表面結垢,或罩體條件不穩,都可能使製程失控。
維護檢查應包括:
- 蒸汽供應穩定性
- 冷凝水排除
- 感測器位置與反應速度
- 門邊、布邊或漏風處附近的冷區
- 可能已結垢的熱回收表面
目標不是最高溫度,而是穩定的溫度窗口,以支持澱粉分解,同時避免不必要的布面壓力。
5. pH 控制與化學品帶入
pH 漂移可能降低退漿一致性,並使後續進入精練或染色的銜接更複雜。來自上游上漿、儲存或化學品調配的帶入物,也可能干擾控制。
請檢視:
- 加藥泵重複精度
- 化學品供液管線狀態
- 調配槽中的混合順序
- 感測器清潔度與校正紀錄
- 班別之間的 pH 文件紀錄
對於可稽核的生產,pH 控制應被記錄為例行操作參數,而不是在色差問題出現後才回頭重建。
6. 停留時間與線速控制
連續退漿需要足夠且受控的接觸時間,以完成澱粉漿分解。線速變更、儲布問題,或各段之間批次銜接不一致,都可能縮短有效停留時間。
請留意:
- 未經製程審查即提高線速
- 儲布裝置不穩定
- 布面繞過預定停留路徑
- 蒸箱負載變化
- 浸軋段與水洗段之間同步不良
若工廠需要更高產能,退漿方案應以系統角度重新檢視:酵素選擇、溫度窗口、帶液率、停留時間與水洗必須一起評估。
7. 水洗段性能
退漿並不在澱粉被鬆解時就結束。它必須從布面被移除。水洗去除不足會讓降解後的漿料與可溶性殘留物留在布中,進而在精練、漂白、染色或後整理時造成問題。
維護優先事項包括:
- 逆流水洗水量平衡
- 噴淋管清潔度
- 各水洗槽之間擠水輥狀態
- 排水與溢流行為
- 棉絮與污泥控制
- 水洗區溫度一致性
乾淨的水洗段有助於更柔軟的手感、更好的吸水性,以及更低的重工風險。
常見症狀與原因對照表
| 工廠觀察 | 可能與機台相關的因素 | 優先檢查項目 |
|---|---|---|
| 布幅方向潤濕不均 | 軋點不平衡或布面追蹤不良 | 浸軋輥狀態、壓力平衡、邊位控制 |
| 布邊附近殘漿 | 布邊潤濕不良或幅寬變形 | 展幅器、導布輥、布邊捲曲、浴液接觸 |
| 退漿後吸水性波動 | 浴液漂移或停留時間變化 | 槽位、補液、溫度穩定性、線速紀錄 |
| 前處理後手感偏硬 | 漿料去除不完全或水洗不足 | 水洗槽、擠水輥、噴淋管、水流型態 |
| 染色修正增加 | 前處理一致性不足 | 退漿紀錄、pH/溫度日誌、水洗去除效果 |
| 操作人員提高添加量 | 機械製程狀態偏移 | 在改變化學條件前,先檢查軋點、浴液濃度、停留與水洗段 |
連續退漿的實務維護節奏
每班
- 確認浸軋機壓力平衡與布面追蹤
- 檢查浴液槽位、外觀與補液行為
- 將溫度與 pH 讀值對照核准的操作窗口
- 目視檢查水洗去除水流與噴淋型態
- 記錄任何會影響停留時間的線速變更或停機
每日
- 清潔過濾器、可接觸的噴淋管與棉絮收集點
- 檢視下游製程回饋的潤濕與吸水性狀況
- 檢查加藥泵反應與槽內攪拌
- 確認班別紀錄完整且清楚可讀
每週或計畫停機時
- 檢查輥筒包覆層、軸承、密封件與對位
- 檢視蒸汽疏水閥、冷凝水管線與熱傳表面
- 清潔容易累積澱粉殘留的槽體與管路
- 將維護發現與染色廠回饋及重工資料進行比對
款式、支數或上漿條件變更時
- 在資料可得時,確認澱粉負荷與漿料配方歷史
- 正式量產前重新檢查退漿操作窗口
- 在第一段量產布上驗證潤濕與下游準備度
- 避免假設前一組設定可直接套用到不同的胚布輸入
退漿酵素供應商應提供哪些支持
適合工廠量產的供應商不應只是出貨化學品。針對連續浸軋線,支持內容應包括:
- 符合工廠設備條件的操作窗口建議
- 帶液率、停留時間、pH 與溫度控制指引
- 能區分化學問題與機台維護問題的故障排除支持
- 生產紀錄與客戶稽核所需的文件支持
- 降低重工與染色風險的實務建議
SelvageBridge 與棉紡織工廠合作,將退漿酵素選擇與實際浸軋線行為對齊。目標是受控的澱粉去除、穩定的潤濕、乾淨的水洗去除,以及讓布料以更少意外進入後續前處理。
觀看一分鐘維護導覽
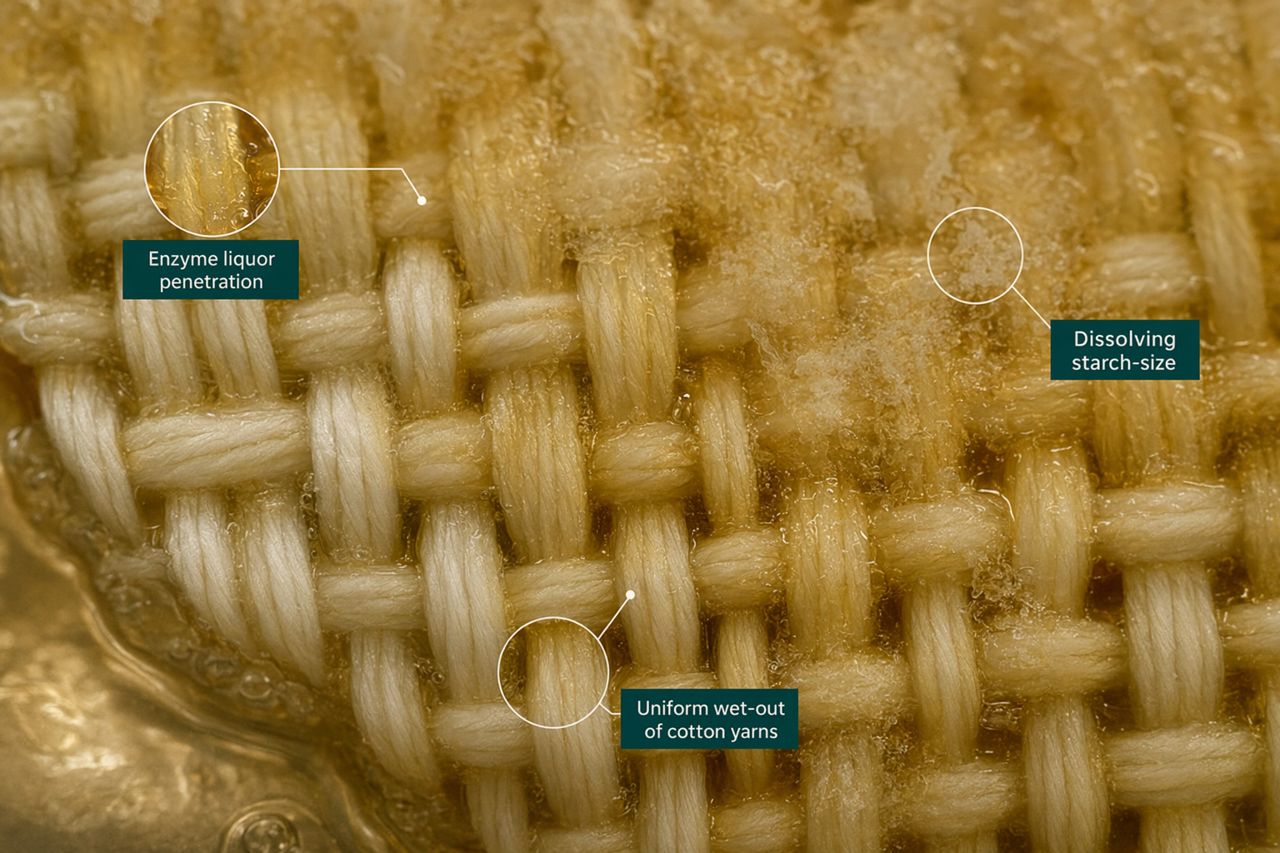
本頁的無人像說明影片,將浸軋線呈現為一段受控的布面旅程:棉胚布進入軋點,酵素浴液滲入織物組織,澱粉漿覆層溶解,而維護檢查點則在線上逐一出現,操作人員同步監控 pH、溫度、停留時間與水洗去除。
正在規劃退漿檢視?
如果您的工廠在連續退漿後出現潤濕不一致、殘漿或染色波動,SelvageBridge 可以協助檢視製程窗口與酵素適配性。
請使用站內索取報價表單,提供您的布種、目前退漿路線、產線配置,以及希望降低的問題。我們將依據您的工廠條件回覆實務建議。