Désencollage continu sur lignes de foulardage : les problèmes de maintenance qui influencent les résultats
Le désencollage continu est souvent abordé comme un problème de chimie. En atelier, c’est tout aussi souvent un problème de maintenance.
Une enzyme de désencollage ne peut fonctionner de manière constante que si la ligne de foulardage assure un taux d’emport maîtrisé, un défilement régulier du tissu, une exposition fiable à la température et un lavage efficace. Si la ligne dérive, l’enzyme rencontre un procédé différent d’une équipe à l’autre. Cela se traduit par un mouillage irrégulier, des résidus d’encollage, des risques de nuance en teinture, un toucher rêche et des reprises inutiles.
Pour les responsables de prétraitement qui évaluent un fournisseur d’enzymes de désencollage textile pour usines de tissus, la bonne question n’est pas seulement : « Cette enzyme éliminera-t-elle l’amidon ? » C’est aussi : « Le programme restera-t-il stable dans les conditions réelles de la ligne de foulardage ? »
SelvageBridge accompagne les usines cotonnières avec des recommandations de désencollage fondées sur les fenêtres opératoires, la discipline de maintenance et la préparation aux étapes aval.
Là où la maintenance commence à influencer le désencollage
Sur une ligne de foulardage continu, de petites variations mécaniques peuvent avoir de grands effets sur le tissu. Le schéma de défaillance le plus fréquent n’est pas une panne spectaculaire. C’est une perte progressive de maîtrise.
Les signes typiques incluent :
- Mouillage irrégulier sur la largeur
- Absorbance variable après désencollage
- Marques de plis ou historique de tension de type corde
- Tissu entrant en débouillissage avec un toucher irrégulier
- Reprise locale d’amidon près des lisières
- Davantage de corrections en teinture
- Opérateurs augmentant les ajouts chimiques pour compenser une dérive mécanique
Lorsque la ligne de foulardage n’est pas stable, un ajout supplémentaire d’enzyme peut masquer temporairement le problème, mais il ne corrige pas une application irrégulière du bain, une mauvaise maîtrise du temps de séjour ou un lavage insuffisant.
Points clés de maintenance d’une ligne de foulardage
1. État du nip du foulard et équilibre de pression
Le foulard est le premier point de contrôle. Des revêtements de rouleaux usés, une pression de nip irrégulière ou un mauvais alignement des rouleaux peuvent modifier le taux d’emport d’un côté à l’autre.
À surveiller :
- Différence de mouillage entre les bords et le centre
- Bandes répétitives liées à la rotation des rouleaux
- Glissement à vitesse de ligne élevée
- Ajustements fréquents de la pression d’extraction par les opérateurs pour maintenir le taux d’emport
Un programme de désencollage doit être validé par rapport au comportement réel du taux d’emport, mais la ligne doit tout de même disposer d’un nip stable. Si le nip n’est pas constant, la répartition de l’enzyme ne le sera pas non plus.
2. Discipline du rapport de bain dans le saturateur
Les systèmes continus dépendent d’une concentration de bain stable. Les variations d’eau d’appoint, le mauvais contrôle du niveau de cuve et les réapprovisionnements irréguliers peuvent diluer le bain de travail ou concentrer les contaminants.
La maintenance et l’exploitation doivent examiner :
- La réponse du niveau de cuve lors des changements de vitesse
- Les performances d’agitation
- La propreté du saturateur et des lignes d’alimentation
- Les entraînements provenant des étapes de traitement précédentes
- La séquence de préparation du bain frais
Un environnement de bain maîtrisé aide l’enzyme à rester dans sa fenêtre de travail et favorise un désencollage répétable d’une ensouple à l’autre.
3. Guidage du tissu et contrôle de la largeur
Un tissu coton qui se déporte, se froisse ou défile sous une tension instable ne se mouillera pas uniformément. Les zones de lisière sont particulièrement vulnérables lorsque les rouleaux de guidage, les élargisseurs ou les capteurs de bord sont négligés.
À vérifier :
- Enroulement des lisières avant le foulard
- Formation de plis aux guides d’entrée
- Mauvais contrôle du cintrage et du biais
- Hésitation du tissu autour des rouleaux entraînés
- Contact irrégulier dans les zones de vapeur ou de séjour
Une bonne chimie enzymatique ne peut pas corriger une déformation mécanique du tissu. Un défilement stable protège à la fois l’efficacité du désencollage et le toucher final du tissu.
4. Fiabilité de la fenêtre de température
Le désencollage enzymatique dépend du maintien d’une plage de température adaptée dans le bain de foulardage et la zone de séjour. Des problèmes de purgeurs vapeur, l’accumulation de condensats, des surfaces d’échange thermique encrassées ou des conditions de hotte instables peuvent faire sortir le procédé de sa zone de contrôle.
Les contrôles de maintenance doivent inclure :
- Stabilité de l’alimentation en vapeur
- Évacuation des condensats
- Emplacement et réactivité des capteurs
- Zones froides près des portes, des bords ou des fuites d’air
- Surfaces de récupération de chaleur susceptibles d’être encrassées
L’objectif n’est pas la chaleur maximale. L’objectif est une fenêtre de température stable qui favorise la dégradation de l’amidon sans créer de contraintes évitables sur le tissu.
5. Contrôle du pH et entraînements chimiques
Une dérive du pH peut réduire la régularité du désencollage et compliquer la transition vers le débouillissage ou la teinture. Les entraînements issus de l’encollage en amont, du stockage ou de la préparation chimique peuvent également perturber le contrôle.
À examiner :
- Répétabilité des pompes doseuses
- État des lignes d’alimentation chimique
- Ordre de mélange dans la cuve de préparation
- Propreté des capteurs et registres d’étalonnage
- Documentation du pH d’une équipe à l’autre
Pour une production prête à l’audit, le contrôle du pH doit être documenté comme un paramètre opératoire courant, et non reconstitué après l’apparition d’un problème de nuance.
6. Temps de séjour et contrôle de la vitesse de ligne
Le désencollage continu nécessite un temps de contact maîtrisé suffisant pour dégrader l’encollage à base d’amidon. Les changements de vitesse de ligne, les problèmes d’accumulation du tissu ou un batchage irrégulier entre sections peuvent réduire le temps de séjour effectif.
À surveiller :
- Augmentations de vitesse effectuées sans revue du procédé
- Instabilité de l’accumulateur
- Tissu contournant le parcours de séjour prévu
- Variation de charge dans la chambre vapeur
- Mauvaise synchronisation entre les sections de foulardage et de lavage
Si l’usine doit augmenter son débit, le programme de désencollage doit être revu comme un système : choix de l’enzyme, fenêtre de température, taux d’emport, temps de séjour et lavage ensemble.
7. Performance de la section de lavage
Le désencollage ne s’arrête pas lorsque l’amidon est solubilisé ou fragilisé. Il doit être retiré du tissu. Un lavage insuffisant laisse des résidus d’encollage dégradés et des résidus solubles dans l’étoffe, ce qui crée des problèmes lors du débouillissage, du blanchiment, de la teinture ou de l’ennoblissement.
Priorités de maintenance :
- Équilibre de l’eau en contre-courant
- Propreté des rampes de pulvérisation
- État des rouleaux d’essorage entre les bacs de lavage
- Comportement du drainage et du trop-plein
- Maîtrise des peluches et des boues
- Régularité thermique dans les zones de lavage
Une section de lavage propre favorise un toucher plus doux, une meilleure absorbance et un risque réduit de reprise.
Tableau pratique symptômes-causes
| Observation en usine | Contributeur probable lié à la ligne | À inspecter en premier |
|---|---|---|
| Mouillage irrégulier sur la largeur | Déséquilibre du nip ou problème de guidage du tissu | État des rouleaux du foulard, équilibre de pression, contrôle des bords |
| Résidus d’encollage près des lisières | Mauvais mouillage des bords ou déformation de largeur | Élargisseurs, rouleaux de guidage, enroulement des lisières, contact avec le bain |
| Absorbance variable après désencollage | Dérive du bain ou variation du temps de séjour | Niveau de cuve, réapprovisionnement, stabilité de température, relevés de vitesse |
| Toucher rêche après prétraitement | Élimination incomplète de l’encollage ou lavage insuffisant | Bacs de lavage, rouleaux d’essorage, rampes de pulvérisation, schéma de circulation d’eau |
| Augmentation des corrections en teinture | Irrégularité du prétraitement | Enregistrements de désencollage, journaux pH/température, performance du lavage |
| Opérateurs augmentant le taux d’ajout | Dérive mécanique du procédé | Nip, concentration du bain, temps de séjour et section de lavage avant tout changement de chimie |
Un rythme de maintenance pratique pour le désencollage continu
À chaque équipe
- Confirmer l’équilibre de pression du foulard et le guidage du tissu
- Vérifier le niveau du bain, son aspect et le comportement du réapprovisionnement
- Comparer les relevés de température et de pH à la fenêtre approuvée
- Inspecter visuellement le flux de lavage et le motif de pulvérisation
- Enregistrer tout changement de vitesse de ligne ou arrêt affectant le temps de séjour
Quotidiennement
- Nettoyer les filtres, les rampes de pulvérisation accessibles et les points de collecte des peluches
- Examiner les retours de mouillage et d’absorbance des procédés aval
- Vérifier la réponse des pompes doseuses et l’agitation de la cuve
- S’assurer que les relevés d’équipe sont complets et lisibles
Chaque semaine ou lors d’un arrêt planifié
- Inspecter les revêtements de rouleaux, roulements, joints et alignements
- Examiner les purgeurs vapeur, lignes de condensats et surfaces de transfert thermique
- Nettoyer les cuves et tuyauteries où les résidus d’amidon s’accumulent
- Comparer les constats de maintenance avec les retours de la teinturerie et les données de reprise
Lors des changements d’article, de titre ou d’encollage
- Confirmer la charge d’amidon et l’historique de la recette d’encollage lorsqu’ils sont disponibles
- Revérifier la fenêtre opératoire de désencollage avant la pleine production
- Valider le mouillage et l’aptitude aux étapes aval sur la première longueur de production
- Éviter de supposer que le réglage précédent conviendra à une autre entrée de tissu écru
Ce qu’un fournisseur d’enzymes de désencollage devrait apporter
Un fournisseur adapté aux réalités d’usine doit faire plus qu’expédier une chimie. Pour les lignes de foulardage continu, l’accompagnement doit inclure :
- Des recommandations de fenêtre opératoire adaptées aux équipements de l’usine
- Des conseils pour maîtriser le taux d’emport, le temps de séjour, le pH et la température
- Un support de dépannage permettant de distinguer les problèmes de chimie des problèmes de maintenance de ligne
- Un appui documentaire pour les enregistrements de production et les audits clients
- Des recommandations pratiques pour réduire les reprises et le risque en teinture
SelvageBridge travaille avec les usines textiles coton afin d’aligner le choix des enzymes de désencollage sur le comportement réel des lignes de foulardage. L’objectif est une élimination maîtrisée de l’amidon, un mouillage constant, un lavage propre et un tissu qui entre dans la préparation aval avec moins d’imprévus.
Regardez la visite maintenance d’une minute
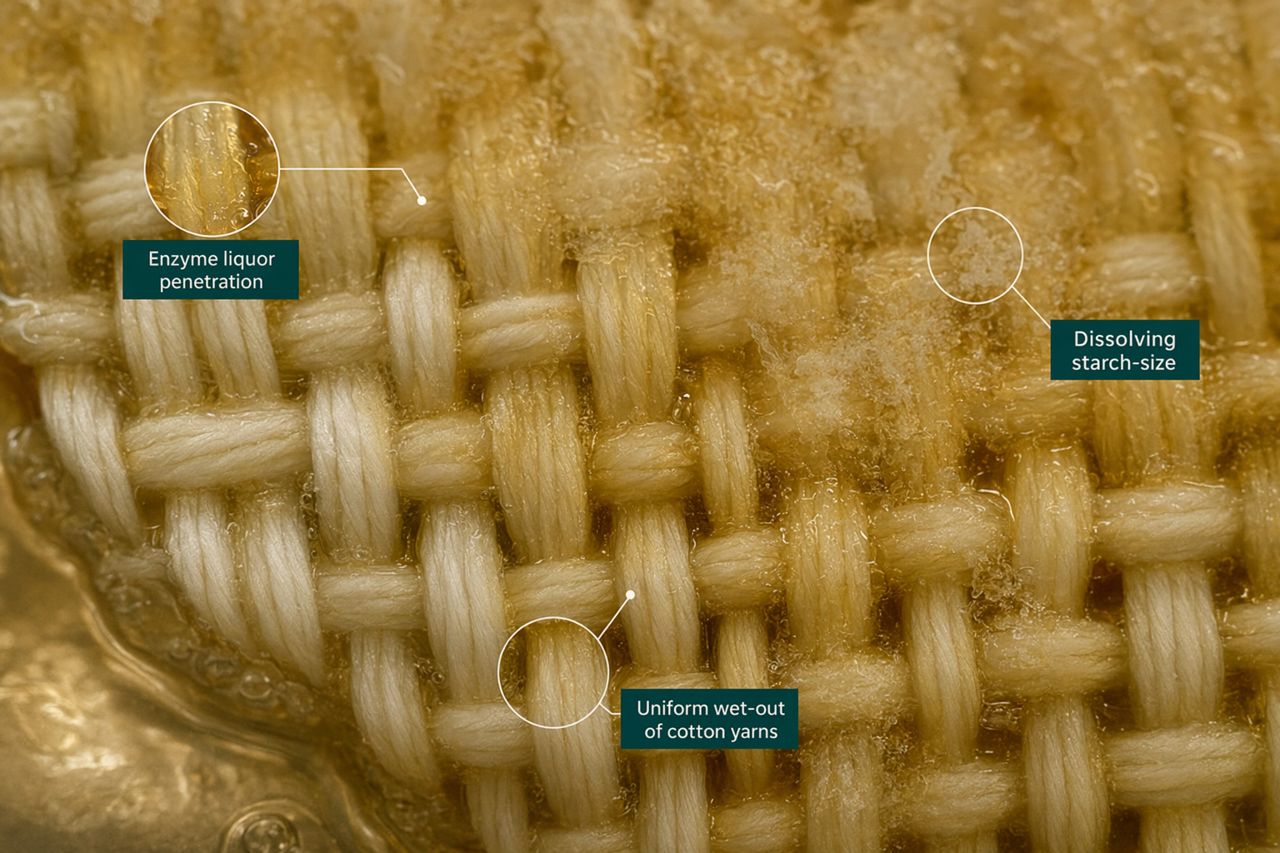
Une vidéo explicative sans visage sur cette page présente la ligne de foulardage comme un parcours textile contrôlé : le coton écru entre dans le nip, le bain enzymatique pénètre l’armure, les couches d’encollage à base d’amidon se dissolvent, et les points de contrôle de maintenance apparaissent au-dessus de la ligne pendant que les opérateurs surveillent le pH, la température, le temps de séjour et le lavage.
Vous préparez une revue de désencollage ?
Si votre usine observe un mouillage irrégulier, des résidus d’encollage ou des variations de teinture après désencollage continu, SelvageBridge peut vous aider à revoir la fenêtre de procédé et l’adéquation de l’enzyme.
Utilisez le formulaire de demande de devis sur site pour partager votre type de tissu, votre parcours actuel de désencollage, la configuration de votre ligne et le problème que vous souhaitez réduire. Nous vous répondrons avec une recommandation pratique adaptée aux conditions de votre usine.