Desencolado continuo en líneas de impregnación: problemas de mantenimiento que afectan los resultados
El desencolado continuo suele abordarse como un problema de química. En la planta, con la misma frecuencia, también es un problema de mantenimiento.
Una enzima de desencolado solo puede funcionar de forma constante cuando la línea de impregnación entrega una absorción controlada, un avance uniforme del tejido, una exposición térmica fiable y un lavado eficaz. Si la línea se desvía, la enzima trabaja bajo un proceso distinto de un turno a otro. Esto se manifiesta como humectación irregular, arrastre de residuos de apresto, riesgo de variación de tono en tintura, tacto áspero y reprocesos innecesarios.
Para los responsables de pretratamiento que evalúan un proveedor de enzimas de desencolado textil para fábricas de tejidos, la pregunta correcta no es solo “¿Esta enzima elimina el almidón?”. También es “¿El programa se mantendrá estable bajo las condiciones reales de la línea de impregnación?”.
SelvageBridge apoya a las fábricas de algodón con orientación de desencolado basada en ventanas operativas, disciplina de mantenimiento y preparación para las etapas posteriores.
Dónde el mantenimiento empieza a afectar el desencolado
En una línea de impregnación continua, pequeños cambios mecánicos pueden generar grandes diferencias en el tejido. El patrón de falla habitual no es una avería evidente. Es una pérdida gradual de control.
Señales típicas:
- Humectación desigual a lo ancho
- Absorbencia variable después del desencolado
- Marcas de pliegues o historial de tensión tipo cuerda
- Tejido que entra al descrudado con tacto inconsistente
- Arrastre localizado de almidón cerca de los orillos
- Mayor trabajo de corrección en tintura
- Operarios que aumentan la dosificación química para compensar desviaciones mecánicas
Cuando la línea de impregnación no es estable, una mayor adición de enzima puede ocultar temporalmente el problema, pero no corrige una aplicación desigual del baño, un mal control del tiempo de permanencia ni un lavado deficiente.
Puntos clave de mantenimiento en la línea de impregnación
1. Estado del punto de presión del foulard y equilibrio de presión
El foulard es el primer punto de control. Revestimientos de rodillos desgastados, presión desigual en el punto de contacto o una mala alineación de rodillos pueden cambiar la absorción de un lado a otro.
Qué observar:
- Diferencia de humectación entre borde y centro
- Bandas repetitivas que coinciden con la rotación del rodillo
- Deslizamiento a mayor velocidad de línea
- Operarios ajustando con frecuencia la presión de exprimido para perseguir la absorción objetivo
Un programa de desencolado debe validarse frente a comportamientos realistas de absorción, pero la línea también necesita un punto de presión estable. Si el punto de presión no es uniforme, la distribución de la enzima tampoco lo será.
2. Disciplina de relación de baño en el saturador
Los sistemas continuos dependen de una concentración de baño estable. Variaciones en el agua de reposición, mal control del nivel del tanque y reposiciones irregulares pueden diluir el baño de trabajo o concentrar contaminantes.
Mantenimiento y operaciones deben revisar:
- Respuesta del nivel del tanque durante cambios de velocidad
- Desempeño de la agitación
- Limpieza del saturador y de las líneas de alimentación
- Arrastre desde pasos de proceso anteriores
- Secuencia de preparación del baño fresco
Un entorno de baño controlado ayuda a que la enzima permanezca dentro de su ventana de trabajo y favorece un desencolado repetible de partida a partida.
3. Guiado del tejido y control del ancho
Un tejido de algodón que se desplaza lateralmente, se arruga o avanza con tensión inestable no se humectará de manera uniforme. Las zonas de los orillos son especialmente vulnerables cuando se descuidan los rodillos guía, los ensanchadores o los sensores de borde.
Comprobar:
- Enrollamiento del orillo antes del foulard
- Pliegues en las guías de entrada
- Control deficiente de arqueo y sesgo
- Vacilación del tejido alrededor de rodillos motorizados
- Contacto desigual en secciones de vapor o permanencia
Una buena química enzimática no puede corregir una distorsión mecánica del tejido. Un avance estable protege tanto la eficiencia del desencolado como el tacto final del tejido.
4. Fiabilidad de la ventana de temperatura
El desencolado enzimático depende de mantener un rango de temperatura adecuado en el baño de impregnación y en la zona de permanencia. Problemas en trampas de vapor, acumulación de condensado, superficies de intercambio térmico sucias o condiciones inestables en la campana pueden sacar el proceso de control.
Las verificaciones de mantenimiento deben incluir:
- Estabilidad del suministro de vapor
- Eliminación de condensado
- Ubicación y respuesta de sensores
- Zonas frías cerca de puertas, bordes o fugas de aire
- Superficies de recuperación de calor que puedan estar incrustadas o sucias
El objetivo no es el máximo calor. El objetivo es una ventana de temperatura estable que favorezca la degradación del almidón sin generar tensiones evitables en el tejido.
5. Control de pH y arrastre químico
La deriva del pH puede reducir la consistencia del desencolado y complicar la transición hacia el descrudado o la tintura. El arrastre desde el encolado previo, el almacenamiento o la preparación química también puede interferir con el control.
Revisar:
- Repetibilidad de las bombas dosificadoras
- Estado de las líneas de alimentación química
- Orden de mezcla en el tanque de preparación
- Limpieza de sensores y registros de calibración
- Documentación del pH de turno a turno
Para una producción lista para auditorías, el control de pH debe documentarse como un parámetro operativo rutinario, no reconstruirse después de que aparezca un problema de tono.
6. Tiempo de permanencia y control de velocidad de línea
El desencolado continuo requiere suficiente tiempo de contacto controlado para degradar el apresto de almidón. Cambios de velocidad de línea, problemas de acumulación de tejido o lotes inconsistentes entre secciones pueden acortar el periodo efectivo de permanencia.
Prestar atención a:
- Aumentos de velocidad realizados sin revisión del proceso
- Inestabilidad del acumulador
- Tejido que evita la ruta de permanencia prevista
- Variación de carga en la cámara de vapor
- Mala sincronización entre las secciones de impregnación y lavado
Si la fábrica necesita mayor rendimiento, el programa de desencolado debe revisarse como un sistema: selección de enzima, ventana de temperatura, absorción, permanencia y lavado en conjunto.
7. Desempeño de la sección de lavado
El desencolado no termina cuando el almidón se afloja. Debe retirarse del tejido. Un lavado deficiente permite que el apresto degradado y los residuos solubles permanezcan en la tela, creando problemas durante el descrudado, el blanqueo, la tintura o el acabado.
Prioridades de mantenimiento:
- Equilibrio del agua en contracorriente
- Limpieza de barras rociadoras
- Estado de los rodillos exprimidores entre cajas de lavado
- Comportamiento de drenajes y reboses
- Control de pelusa y lodos
- Consistencia térmica en las zonas de lavado
Una sección de lavado limpia favorece un tacto más suave, mejor absorbencia y menor riesgo de reproceso.
Mapa práctico de síntomas y causas
| Observación en fábrica | Posible contribuyente relacionado con la línea | Qué inspeccionar primero |
|---|---|---|
| Humectación desigual a lo ancho | Desequilibrio del punto de presión o guiado del tejido | Estado de rodillos del foulard, equilibrio de presión, control de bordes |
| Residuo de apresto cerca de los orillos | Humectación deficiente del borde o distorsión del ancho | Ensanchadores, rodillos guía, enrollamiento del orillo, contacto con el baño |
| Absorbencia variable después del desencolado | Deriva del baño o variación de permanencia | Nivel del tanque, reposición, estabilidad de temperatura, registros de velocidad |
| Tacto áspero después del pretratamiento | Eliminación incompleta del apresto o lavado deficiente | Cajas de lavado, rodillos exprimidores, barras rociadoras, patrón de flujo de agua |
| Aumento de correcciones en tintura | Inconsistencia en el pretratamiento | Registros de desencolado, bitácoras de pH/temperatura, desempeño del lavado |
| Operarios aumentando la dosificación | Deriva mecánica del proceso | Punto de presión, concentración del baño, permanencia y sección de lavado antes de cambiar la química |
Un ritmo práctico de mantenimiento para el desencolado continuo
Por turno
- Confirmar el equilibrio de presión del foulard y el guiado del tejido
- Verificar nivel, apariencia y comportamiento de reposición del baño
- Revisar lecturas de temperatura y pH frente a la ventana aprobada
- Inspeccionar visualmente el flujo de lavado y el patrón de aspersión
- Registrar cualquier cambio de velocidad de línea o parada que afecte la permanencia
Diario
- Limpiar filtros, barras rociadoras accesibles y puntos de acumulación de pelusa
- Revisar la retroalimentación de humectación y absorbencia de los procesos posteriores
- Verificar la respuesta de las bombas dosificadoras y la agitación del tanque
- Confirmar que los registros de turno estén completos y legibles
Semanal o durante paradas planificadas
- Inspeccionar revestimientos de rodillos, rodamientos, sellos y alineación
- Revisar trampas de vapor, líneas de condensado y superficies de transferencia térmica
- Limpiar tanques y tuberías donde se acumulen residuos de almidón
- Comparar los hallazgos de mantenimiento con la retroalimentación de tintorería y los datos de reproceso
Ante cambios de artículo, título o encolado
- Confirmar la carga de almidón y el historial de la receta de encolado cuando esté disponible
- Volver a verificar la ventana operativa de desencolado antes de la producción completa
- Validar la humectación y la preparación para procesos posteriores en el primer tramo de producción
- Evitar asumir que el ajuste anterior servirá para una entrada de tejido crudo diferente
Qué debe aportar un proveedor de enzimas de desencolado
Un proveedor preparado para fábrica debe hacer más que enviar química. Para líneas de impregnación continua, el soporte debe incluir:
- Recomendaciones de ventana operativa que se ajusten al equipo de la fábrica
- Orientación para controlar absorción, permanencia, pH y temperatura
- Soporte de resolución de problemas que separe cuestiones químicas de problemas de mantenimiento de la línea
- Apoyo documental para registros de producción y auditorías de clientes
- Recomendaciones prácticas para reducir reprocesos y riesgos en tintura
SelvageBridge trabaja con fábricas textiles de algodón para alinear la selección de enzimas de desencolado con el comportamiento real de la línea de impregnación. El objetivo es una eliminación controlada del almidón, humectación consistente, lavado limpio y tejido que ingrese a la preparación posterior con menos sorpresas.
Vea el recorrido de mantenimiento de un minuto
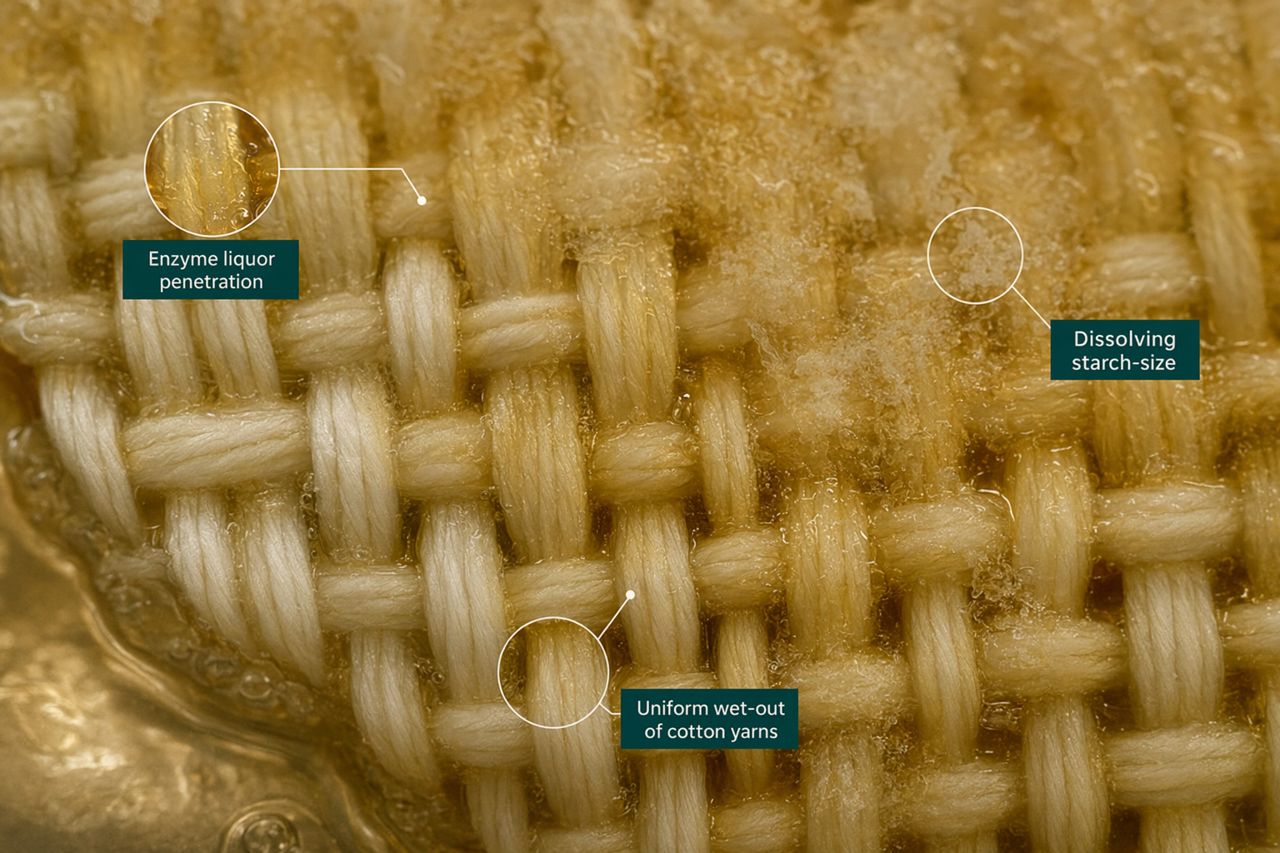
Un video explicativo sin presentador en esta página muestra la línea de impregnación como un recorrido controlado del tejido: el algodón crudo entra al punto de presión, el baño enzimático penetra en la trama, las capas de apresto de almidón se disuelven y aparecen puntos de control de mantenimiento sobre la línea mientras los operarios monitorean pH, temperatura, permanencia y lavado.
¿Está planificando una revisión de desencolado?
Si su fábrica observa humectación inconsistente, residuos de apresto o variación de tintura después del desencolado continuo, SelvageBridge puede ayudar a revisar la ventana de proceso y el ajuste de la enzima.
Use el formulario de solicitud de cotización del sitio para compartir su tipo de tejido, ruta actual de desencolado, configuración de línea y el problema que desea reducir. Responderemos con una recomendación práctica para las condiciones de su fábrica.